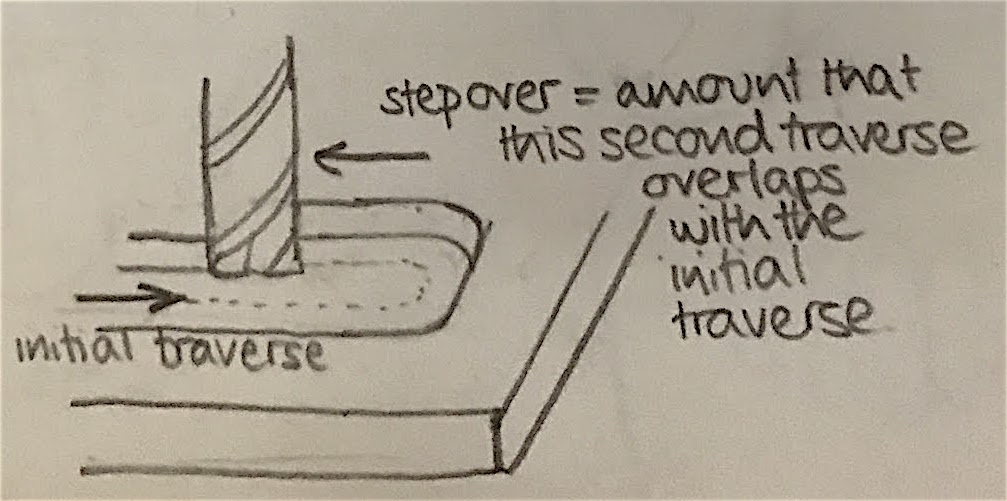
The calculator sets the stepover as 45% of the tool diameter as standard however this can be changed depending on the geometric strategy used for pocketing. The maximum value you can use is 50% when rastering a pocket although we've found that 45% creates a better finish. When doing concentric outlines you are limited by the most acute angle in the outline (if it is 90 degrees then any more than about 30% (there's an exact number for this) will leave little uncut areas behind.